
202(202F)、204(204F)型单端面机械密封——安装指导
作者:网络 发布时间:2024-11-01 点击次数:
该机械密封的动环和静环是两个分散的组件,其精度要求很高,因此对现场安装调试过程中的技术要求,工作质量应严格控制,这是极为重要的环节,所以必须认真做到现场安装工作程序及要点。
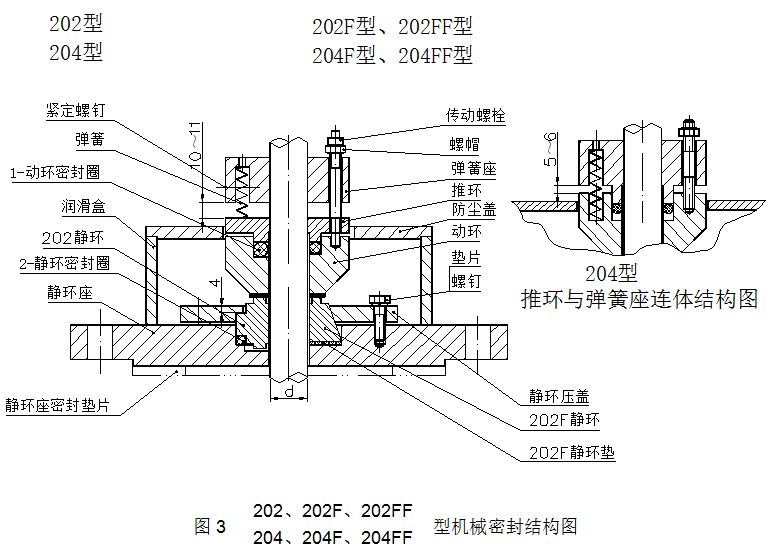
1、首先应做到上期中“安装前的有关要求”所规定的各项要求,然后按以下程序及有关要点进行安装(见图3)。
2、安装程序及要点:
(1)将搅拌轴装入反应釜内,轴上釜内零部件应该先装的先装上,装机械密封部位的轴径应露出釜口法兰;
(2)把静环座密封垫片放在釜口法兰的正确位置上(是榫槽结构的把O形密封圈放入榫槽内);
(3)把静环座(连同润滑盒)或调温器(指带调温器机封)通过搅拌轴在釜口法兰的正确位置上就位,并把连接螺栓穿入孔内旋上螺母,用手轻微带紧;
(4)把静环O形密封圈(或密封垫)连同静环小心放入静环座的正确位置上,装时应注意保持O形圈的正确位置;
(5)将静环压盖套到静环上并将压紧螺钉旋上,用手轻微带紧;
(6)安装动环组件,动环组件由动环、动环O形圈(或V型圈)、推环(204此件与弹簧座连体)、弹簧、弹簧座、传动螺栓(也是调整弹簧比压用)、紧定螺钉等零件组成。 在安装动环组件时,在搅拌轴及动环O形圈部位应先涂上清洁的润滑剂;
(7)动环组件在往轴上装时先在两密封端面,用干净的手指涂上一层油膜,然后小心地用手的力量将组件往下推,严禁用锤击。特别要注意手推组件下去的时候动环密封面与静环密封面不允许产生冲撞,以免损坏密封面;
(8)在动环内与轴的配合O形圈会产生一定的压缩量,装配时会稍感过紧,一般用手的力量可以推进。若204型机封发现过紧也可以把动环组件解体安装,顺序如下:先将弹簧座上面三只传动螺栓螺母松开——取下弹簧座——取下弹簧——将O形圈从动环中取出——将动、静环密封端面用干净的手指涂上一层清洁的油膜-将动环套入搅拌轴至静环端面-将O形圈涂上润滑油套入搅拌轴推到动环止口端-装入弹簧 将弹簧座套进搅拌轴,把O形圈推入动环内,推入时应注意勿损伤O形圈——旋上传动螺栓的螺母——调整弹簧比压(通过传动螺栓螺母调整弹簧座的间距,见图3,螺母拧紧应均匀,间距在圆周上应均等);
(9)安装机架——搅拌轴与有支点机架支承点的连接——减速机——联轴器——釜内尚未装的零件。各零部件连接处紧固应牢固可靠。
(10)注意:机架的安装应确保其轴心线与釜口法兰平面垂直;减速机输出轴轴线与搅拌轴轴线应确保对中,其同轴度公差见“机架使用说明书”,对中后方可安装联轴器;
(11)接着前面留下的工作,把静环座与釜口法兰螺栓及静环压盖螺钉压紧,注意此时应从肉眼检查搅拌轴应位于静环孔中心,以防动、静环产生偏磨。在压紧过程中应在圆周各相对方向位置上逐步均匀拧紧,此一环节的工作极其重要,它是确保静环密封端面与轴线垂直,否则会影响密封性能;
(12)在动环间距正确,动、静环密封面贴合的情况下,用手压住弹簧座但用力不要过大,然后 把弹簧座圆周方向的三只紧定螺钉逐步地均匀拧紧,使轴在弹簧座孔中圆周间隙达到均匀;
(13)松开弹簧座上端三只传动螺栓的螺母,并复查弹簧座的间距,它必须符合图3中所规定的数值;
(14)用手转动电机轴使搅拌轴缓慢地旋转几圈,转动应灵活正常,无卡滞等其它不正常现象后方可转入调试试验,具体方法见本说明书之4节。注意这时不允许开车运转;
(15)配有调温器的将冷却水管接好。
注:若遇到机架内空间限制安装不便,允许先进行程序11)——9)——10)其它程序不变。




